



Encyklopedi över svetskunskap: En kort diskussion om klassificering
och svetsprocesser för lasersvetsning
Inom industriell produktion har lasersvetsning länge använts inom flyg- och rymdteknik,högprecisionssvetsning, och svetsning av specialmaterial. Med industrins utveckling och teknikens framsteg används lasersvetsning nu i allt större utsträckning vid svetsning av vanliga material. Idag ska vi diskutera klassificeringen av lasersvetsning. Lasersvetsning är en effektiv och exakt svetsmetod som använder en laserstråle med hög energitäthet som värmekälla för att smälta samman material. Den har många fördelar, såsom hög svetshastighet, liten deformation, låga krav på svetsmiljön, hög effekttäthet, ingen påverkan från magnetfält, ingen begränsning till ledande material, inget behov av vakuumarbetsförhållanden och ingen röntgengenerering under svetsprocessen.
Lasersvetsning kan klassificeras ur olika perspektiv:
- Klassificering efter laserutgångsenergiläge:
- Kontinuerlig lasersvetsning: En kontinuerlig och oavbruten svetsform bildas under svetsprocessen.
- Pulserad lasersvetsningEftersom energiinmatningen till ytan av den svetsade delen är intermittent, verkar varje pulserande ljuspunkt på ytan av det svetsade arbetsstycket för att bilda en cirkulär svetspunkt. Olika svetsformer kan erhållas beroende på olika laserparametrar.
- Klassificering efter effekttätheten hos den fokuserade laserpunkten:
- Lasersvetsning med värmeledning: Effekttätheten är relativt låg, vanligtvis mindre än 10⁵ W/cm². Lasern överför energi till ytan av det svetsade arbetsstycket och värmer upp metallytan till en temperatur mellan smältpunkten och kokpunkten. Värme överförs till metallens inre genom värmeledning för att bilda en svets, vilket liknar volframinert svetsning.gassvetsning (TIG).
- Laserdjupsvetsning (nyckelhålssvetsning): När laserns effekttäthet som verkar på metallytan är större än 10⁵ W/cm², verkar den högeffektiva laserstrålen på metallmaterialets yta, vilket orsakar lokal smältning och bildar ett "nyckelhål". Laserstrålen penetrerar in i smältbadet genom "nyckelhålet" och bildar en svets.
- Klassificering efter kontrollläge:
- Manuell lasersvetsmaskin
- Automatisk lasersvetsmaskin
- Galvo lasersvetsmaskin
- Klassificering efter lasertyp:
- YAG-lasersvetsmaskin
- Halvledarlasersvetsmaskin
- Fiberlasersvetsmaskin
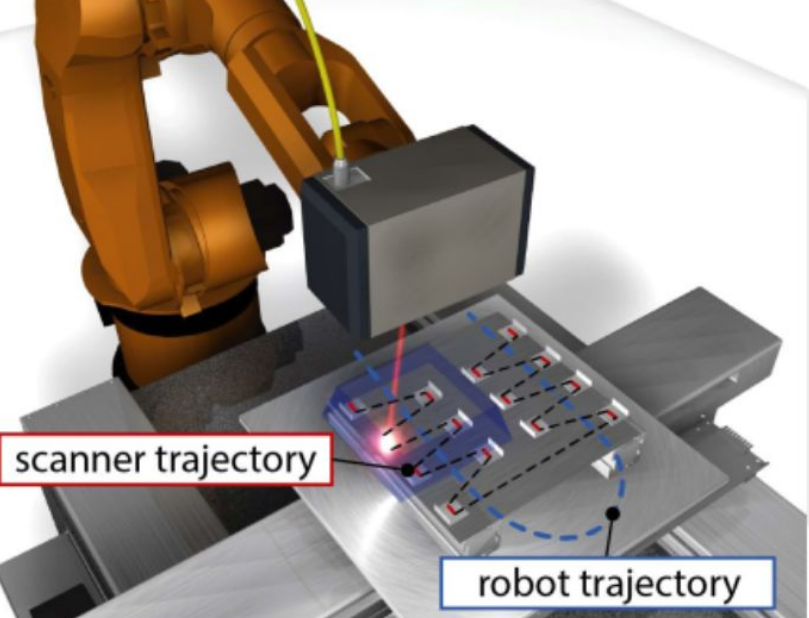
1. Flygande lasersvetsning
Flygande lasersvetsning kombinerar fördelarna med fjärrsvetsning, galvanometrar och manipulatorer, och är utrustad med professionell grafikbehandlingsprogramvara för att uppnå omedelbar flerbansvetsning i tredimensionellt utrymme.
Huvudsakliga tillämpningar:
Det används för produkter som bilkarosser, säten och vanliga bildelar. Materialmässigt kan det användas för en mängd olika vanliga material som stålplåt, kallvalsad plåt och aluminiumlegeringar, såväl som kompositmaterial och legeringsmaterial som magnesium-aluminiumlegeringar.
★ Fördelar:
- Kompatibel med alla svetsformer
- Lämplig för alla svetsriktningar
- Användardefinierad svets-/punktfördelning
- Optimerad stressfördelning
- Kan utföra höghastighetspunktsvetsning, sömsvetsning, överlappsvetsning, stumsvetsning, kälsvetsning och överlappsvetsning
- Realtidssynkronisering mellan svetshuvudet och roboten för att accelerera lasersvetsprocessen
- Mindre golvytebehov
- Lägre underhålls- och logistikkostnader
2. Spirallasersvetsning
Det är en lasersvetsmetod med dubbelkillaseroscillation, som uppnås genom att utrusta en speciell wobblemodul på svetshuvudet. Detta gör att den fokuserade ljusfläcken kan bilda en spiralsvets medan svetshuvudet rör sig.
Huvudsakliga tillämpningar:
Gångjärnssvetsning, värmeväxlare, rörvärmeväxlare, tjockrörssvetsning inom petroleum- och naturgasindustrin, flänssvetsning och svetsning av aluminiumlegeringar etc.
★ Fördelar:
- Bredare svets
- Extremt hög bearbetningsrepeterbarhet/processstabilitet
- Bättre svetsbildning
- Enklare efterbehandling och slätare yta på det svetsade arbetsstycket
- Utmärkt svetsningsförmåga i aluminiumlegering
3. Laserlödning
Laserlödning avser en metod som använder ett tillsatsmaterial med en smältpunkt som är lägre än basmetallens. Lödtillsatsmaterialet värms upp till en temperatur som är högre än dess smältpunkt men lägre än basmetallens smälttemperatur. Det flytande lödtillsatsmaterialet väter basmetallen, fyller foggapet och diffunderar med basmetallen för att åstadkomma sammanfogningen av de svetsade delarna.
Huvudsakliga tillämpningar:
Svetsning av aluminiumramkonstruktioner, såsom anslutningen mellan tak och sidovägg, och dörrar.
★ Fördelar:
- Minskar defekter vid ren lasersvetsning, såsom porer, sprickor och alltför stora passningsgap i produkter
- Förbättrar svetsstyrkan och ger en perfekt svetssträng
- Endast lödtillsatsmaterialet smälter under lödningen, medan basmetallen inte gör det.
- Liten deformation av lödda fogar, slätt och estetiskt utseende, lämplig för precisionssvetsning, komplexa komponenter tillverkade av olika material
- Liten värmepåverkad zon och hög tryckhållfasthet
4. Lasersvetsning med trådfyllning
Lasersvetsning med trådfyllning är en metod som använder ett tillsatsmaterial med samma eller liknande material som basmetallen. Basmetallen och lödtillsatsmaterialet smälts och stelnar sedan för att bilda en svets.
Huvudsakliga tillämpningar:
Svetsning av hela karosseristrukturen på fordon och bildelar.
★ Fördelar:
- Minskar defekter vid ren lasersvetsning, såsom porer och sprickor
- Förbättrar kvalificeringsgraden för svetsade produkter och möjliggör något större mellanrum mellan svetsade produkter
- Basmetallen smälter under svetsning, och svetshållfastheten är högre än basmetallens
5. Oscillerande lödning
Den integrerar strålformning och svetsspårningsfunktioner i samma utrustning via ALO3. Tillsatstråden kan användas som en mekanisk sensor.
Huvudsakliga tillämpningar:
Laserlödning av vita karosser, inklusive huvudsakligen laserlödning av takluckor och bagageluckor, samt lödning av bildelar. Fluktuationer i delar och fel i fixturer ökar ofta svårigheten med laserlödning avsevärt, vilket leder till extremt svår felsökning av lasersvetsprocessen. Oscillerande lödning kan dock effektivt justera sin egen svetsriktning. Med funktionerna svetsspårning och automatisk brännviddskompensation gör den det möjligt att enkelt styra och fokusera laserstrålen, realisera riktningsförändringar, har hög automatisering, snabb svetshastighet och hög effektivitet, vilket bibehåller svetskvaliteten.
★ Fördelar:
- Svetsspårning för att bestämma arbetsstyckets svetsbana i realtid
- Adaptiv justering av svetsbanan i de tre XYZ-riktningarna beroende på arbetsstyckets olika avvikelser för att uppnå god svetskvalitet
- Förbättrar jämnheten vid produktsvetsning
6. Trepunktslödning
En dubbelpunktsmodul läggs till linsen. Under svetsningen fördelar trepunktsmodulen i lödoptiken en stråle till tre strålar, vilket ger en lösning för lödning av varmförzinkade stålplåtar och gör svetsen planare utan sprickbildning.
Huvudsakliga tillämpningar:
Lödning av vita karosser av aluminiumlegering, laserlödning av takluckor och bagageluckor samt lödning av bildelar etc.
★ Fördelar:
- Mer stabil och pålitlig lödningsprocess
- Snabbare hastighet
- Högre styrka
- Bättre utseende på varmförzinkade plåtsvetsar
- Online-rengöringsprocess
- Dynamisk energijustering
7. Hybridsvetsning med flera våglängder
Hybridsvetsning med flera våglängderär en innovativ svetsprocess som introducerats av Lianying Laser. Den överlagrar två laserstrålar med olika våglängder, vilket gör att de två strålarnas axlar sammanfaller i rymden. Huvudvåglängdslasern används huvudsakligen för svetsning, medan sekundärvåglängdslasern huvudsakligen används för att förvärma svetstråden och basmetallen, vilket minskar kylningshastigheten för den smälta metallen i svetsbassängen. Den är särskilt lämplig för aluminiumlegeringar, magnesiumlegeringar, kopparlegeringar etc.
★ Fördelar:
- Minskar porinnehållet
- Förbättrar svetssträngens stabilitet och ökar svetseffektiviteten
- Lindrar effektivt termisk stress, minskar sprickor, förbättrar svetsstyrkan och ger svetssträngar med ett relativt enhetligt utseende
Sammanfattningsvis är det för närvarande utländska teknologier och utrustningar som fortfarande är ledande inom laserindustrin som helhet. De är omfattande avancerade i alla aspekter, från laservärdar och optiska bearbetningshuvuden till hjälputrustning som kylaggregat, effektmätare, övervakning under svetsning, inspektion efter svetsning och TCP-kalibratorer. Inhemska företag gör allt för att komma ikapp. Inom området lasersvetsningstillämpningar har Kina dock kommit relativt nära den internationella avancerade nivån, med ett antal högkvalitativa företag som växer fram och uppnår utmärkta resultat.
Publiceringstid: 5 sep-2025











