



01 Vad är ensvetsad skarv
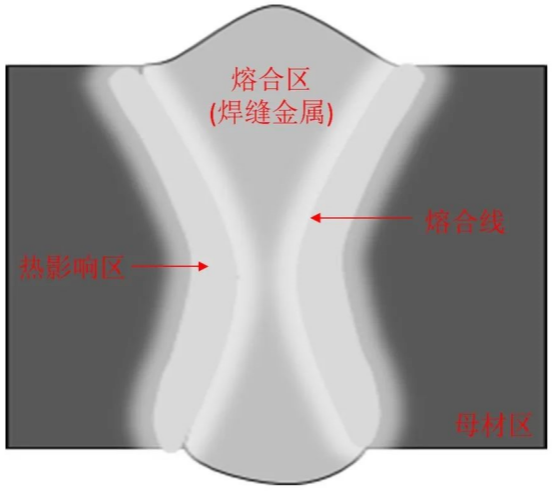
En svetsfog avser en fog där två eller flera arbetsstycken är sammanfogade genom svetsning. Den svetsade fogen vid smältsvetsning bildas genom lokal uppvärmning från en högtemperaturvärmekälla. Den svetsade fogen består av en smältzon (svetszon), en smältlinje, en värmepåverkad zon och en basmetallzon, som visas i figuren.
02 Vad är en stumfog
En vanligt förekommande svetsstruktur är en skarv där två sammankopplade delar svetsas i samma plan eller båge i mittplanet av skarven. Egenskapen är jämn uppvärmning, jämn kraft och att svetskvaliteten är lätt att säkerställa.
03 Vad är ensvetsspår
För att säkerställa svetsfogarnas penetration och kvalitet, och minska svetsdeformation, förbearbetas fogarna i svetsade delar generellt till olika former före svetsning. Olika svetsspår är lämpliga för olika svetsmetoder och svetstjocklekar. Vanliga spårformer inkluderar: I-formad, V-formad, U-formad, ensidig V-formad, etc., som visas i figuren.
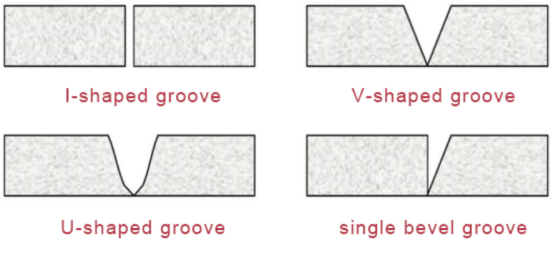
Vanliga spårformer av stumfogar
04 Inverkan av stumfogens spårform påLaserbågsvetsning av kompositer
Allt eftersom tjockleken på det svetsade arbetsstycket ökar blir det ofta mer komplext att uppnå ensidig svetsning och dubbelsidig formning av medelstora och tjocka plåtar (lasereffekt <10 kW). Vanligtvis måste olika svetsstrategier användas, såsom att utforma lämpliga spårformer eller reservera vissa dockningsgap, för att uppnå svetsning av medelstora och tjocka plåtar. Vid faktisk produktionssvetsning kommer dock reservering av dockningsgap att öka svårigheten att svetsa fixturer. Därför blir spårets utformning avgörande under svetsprocessen. Om spårets utformning inte är rimlig påverkas svetsningens stabilitet och effektivitet negativt, och det ökar också risken för svetsfel.
(1) Spårformen påverkar direkt svetsfogens kvalitet. Lämplig spårdesign kan säkerställa att svetstråden fylls helt i svetsfogen, vilket minskar förekomsten av svetsfel.
(2) Spårets geometriska form påverkar hur värme överförs, vilket kan leda värme bättre, uppnå en jämnare uppvärmning och kylning och bidra till att undvika termisk deformation och kvarvarande spänningar.
(3) Spårformen kommer att påverka svetsfogens tvärsnittsmorfologi, och det kommer att leda till att svetsfogens tvärsnittsmorfologi blir mer i linje med specifika krav, såsom svetspenetrationsdjup och bredd.
(4) En lämplig spårform kan förbättra svetsstabiliteten och minska instabila fenomen under svetsprocessen, såsom stänk och underskärningsdefekter.
Som visas i figur 3 har forskare funnit att användning av laserbågsvetsning med kompositmaterial (lasereffekt 4 kW) kan fylla spåret i två lager och två passeringar, vilket effektivt förbättrar svetseffektiviteten. En defektfri svetsning av 20 mm tjock MnDR uppnåddes med hjälp av en treskikts laserbågsvetsning med kompositmaterial (lasereffekt 6 kW). Laserbågsvetsning med kompositmaterial användes för att svetsa 30 mm tjockt lågkolstål i flera lager och passeringar, och tvärsnittsmorfologin hos den svetsade fogen var stabil och god. Dessutom har forskare funnit att bredden på rektangulära spår och vinkeln på Y-formade spår har en betydande inverkan på den rumsliga begränsningseffekten. När bredden på det rektangulära spåret är≤4 mm och vinkeln på det Y-formade spåret är≤60 °, svetssömmens tvärsnittsmorfologi visar centrala sprickor och skåror i sidoväggarna, som visas i figuren.
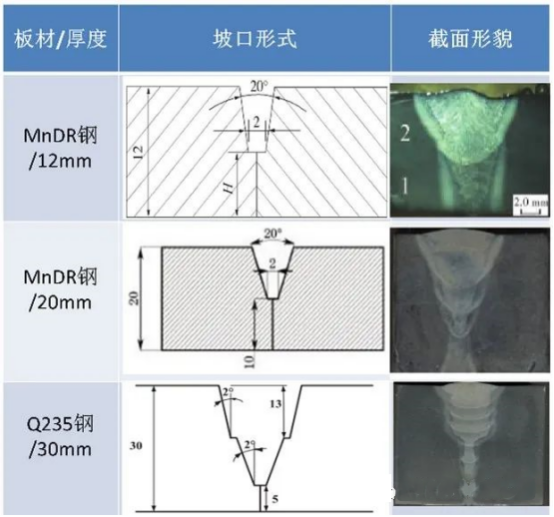
Effekten av spårform på tvärsnittsmorfologin hos svetsar
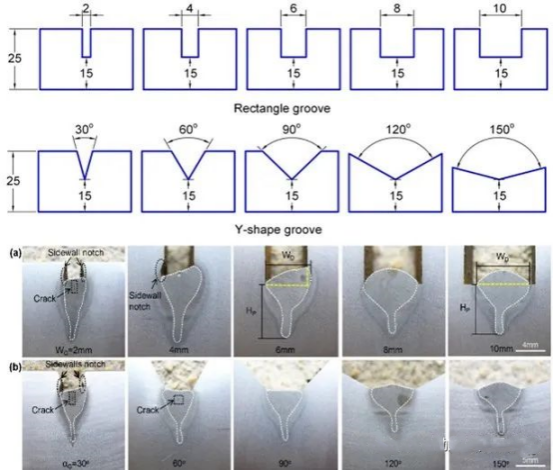
Inverkan av spårbredd och vinkel på tvärsnittsmorfologin hos svetsar
05 Sammanfattning
Valet av spårform måste ta hänsyn till svetsuppgiftens krav, materialegenskaper och egenskaperna hos laserbågsvetsprocessen. Korrekt spårdesign kan förbättra svetseffektiviteten och minska risken för svetsfel. Därför är val och design av spårform en nyckelfaktor före laserbågsvetsning av medeltjocka och tjocka plåtar.
Publiceringstid: 8 november 2023











