



Principen, typerna och tillämpningarna avlaserrengöringteknologi
Laserrengöringsteknik är en framgångsrik tillämpning av laserteknik inom ingenjörsområdet. Dess grundprincip är att utnyttja laserns höga energitäthet för att interagera med föroreningar som fäster vid arbetsstyckets substrat, vilket får dem att separera från substratet i form av omedelbar termisk expansion, smältning och gasavdunstning. Laserrengöringsteknik kännetecknas av hög effektivitet, miljövänlighet och energibesparing. Den har framgångsrikt tillämpats inom områden som rengöring av däckformar, borttagning av flygplanskarosslack och restaurering av kulturminnen.
Traditionella rengöringstekniker inkluderarmekanisk friktionsrengöring(sandblästringsrengöring, högtryckstvätt med vattenstråle etc.), kemisk korrosionsrengöring, ultraljudsrengöring, torrisrengöring etc. Dessa rengöringstekniker har använts i stor utsträckning inom olika industrier. Till exempel kan sandblästringsrengöring ta bort metallrostfläckar, metallytor och treskiktslack på kretskort genom att välja slipmedel med olika hårdhet. Kemisk korrosionsrengöringsteknik används i stor utsträckning vid rengöring av oljefläckar på utrustningsytor, skal i pannor och oljeledningar. Även om dessa rengöringstekniker har utvecklats väl, har de fortfarande vissa problem. Till exempel kan sandblästringsrengöring lätt orsaka skador på den behandlade ytan, och kemisk korrosionsrengöring kan orsaka miljöföroreningar och korrosion av den rengjorda ytan om den inte hanteras korrekt. Framväxten av laserrengöringsteknik representerar en revolution inom rengöringstekniken. Den drar nytta av hög energitäthet, hög precision och effektiv överföring av laserenergi och har uppenbara fördelar jämfört med traditionella rengöringstekniker när det gäller rengöringseffektivitet, rengöringsprecision och rengöringsplats. Den kan effektivt undvika miljöföroreningar orsakade av kemisk korrosionsrengöring och andra rengöringstekniker och kommer inte att orsaka skador på substratet.
Deprincipen för laserrengöring
Så vad är laserrengöring? Laserrengöring är en process där en laserstråle används för att avlägsna material från ytan av ett fast ämne (eller ibland en vätska). Vid lågt laserflöde värms materialet upp av den absorberade laserenergin och avdunstar eller sublimerar. Vid högt laserflöde omvandlas materialet vanligtvis till plasma. Vanligtvis avser laserrengöring avlägsnande av material med hjälp av pulserade lasrar, men om laserintensiteten är tillräckligt hög kan en kontinuerlig laserstråle användas för att ablatera materialet. Excimerlasern för djupt ultraviolett ljus används huvudsakligen för optisk ablation. Laservåglängden som används för optisk ablation är ungefär 200 nm. Absorptionsdjupet för laserenergin och mängden material som avlägsnas av en enda laserpuls beror på materialets optiska egenskaper, såväl som laservåglängden och pulslängden. Den totala massan som ablateras från målet av varje laserpuls kallas vanligtvis ablationshastigheten. Laserstrålens skanningshastighet och täckningen av skanningslinjen etc. kommer att påverka ablationsprocessen avsevärt.
Typer av laserrengöringsteknik
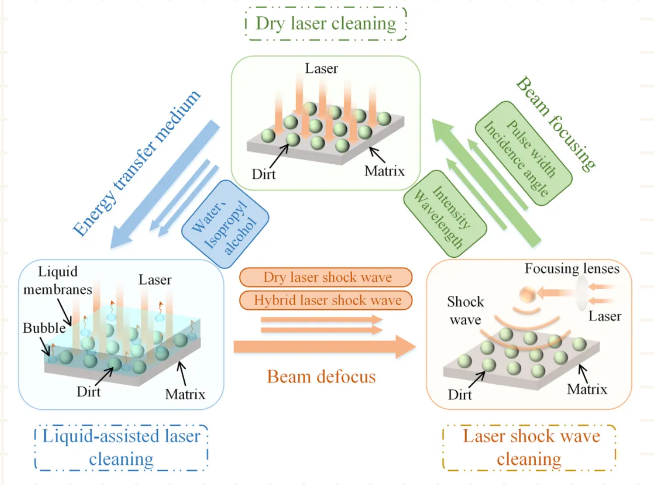
1) Lasertorrrengöring: Torr laserrengöring avser direkt bestrålning av det rengjorda arbetsstycket med pulserad laser, vilket får bas- eller ytföroreningar att absorbera energi och öka i temperatur, vilket resulterar i termisk expansion eller termisk vibration av basen, och därigenom separerar de två. Denna metod kan grovt delas in i två situationer: den ena är att ytföroreningarna absorberar laserenergi och expanderar; den andra är att basen absorberar laserenergi och genererar termisk vibration. År 1969 upptäckte SM Bedair et al. att olika ytbehandlingsmetoder såsom värmebehandling, kemisk korrosion och sandblästring alla har olika nackdelar. Samtidigt kan den höga energitätheten efter laserfokusering möjliggöra fenomenet med materialytans avdunstning, vilket möjliggör icke-destruktiv rengöring av materialytan. Genom experiment fann man att användning av en rubin Q-switchad laser med en effekttäthet på 30 MW/cm2 kan uppnå rengöring av kiselmaterialytföroreningar utan att skada basen, och för första gången realiserades lasertorrrengöring av materialytföroreningar. Den totala hastigheten kan uttryckas som lossningshastigheten för filmskiktfragment, enligt följande:
I formeln representerar ε laserpulsens energiindex, h representerar tjockleksindexet för förorenande filmskikt och E representerar elasticitetsmodulindexet för filmskiktet.
2) Laservåtrengöring: Innan arbetsstycket som ska rengöras exponeras för den pulserade lasern appliceras en ytförbelagd vätskefilm. Under laserns inverkan stiger temperaturen på vätskefilmen snabbt och förångas. I förångningsögonblicket genereras en stötvåg som verkar på förorenande partiklar och får dem att lossna från substratet. Denna metod kräver att substratet och vätskefilmen inte reagerar med varandra, vilket begränsar utbudet av tillämpliga material. År 1991 behandlade K. Imen et al. problemet med kvarvarande submikronpartikelföroreningar på ytorna av halvledarskivor och metallmaterial efter att traditionella rengöringsmetoder använts, och studerade tillämpningen av att belägga en film på ytan av materialsubstratet som effektivt kan absorbera laserenergi. Därefter absorberade filmen med hjälp av en CO2-laser laserenergin och ökade snabbt i temperatur och kokade, vilket genererade explosiv förångning, vilket avlägsnade föroreningarna från substratytan. Denna rengöringsmetod kallas laservåtrengöring.
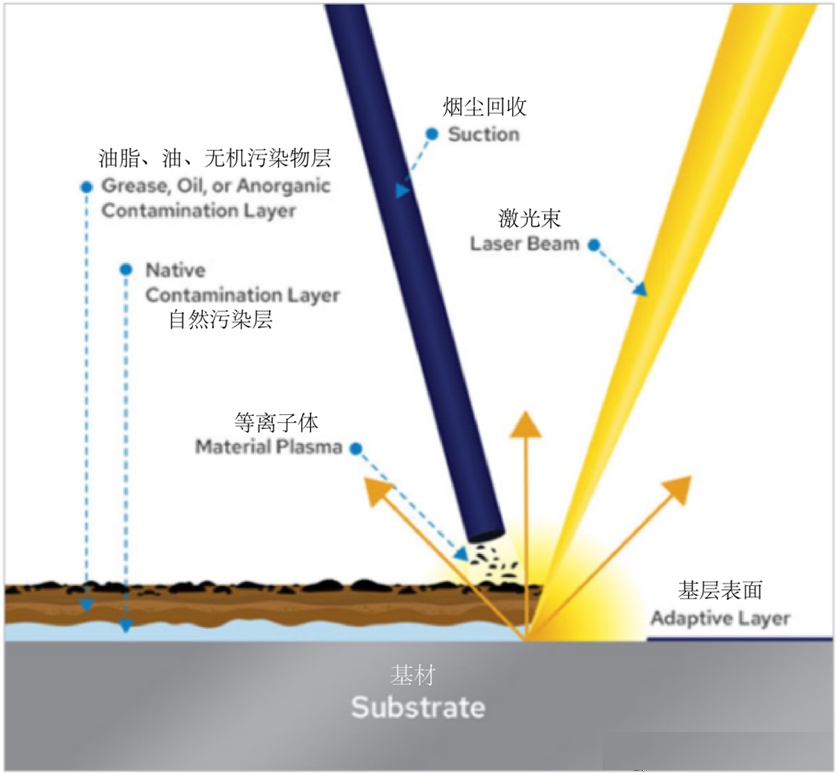
3) Laserplasmachvågsrengöring: Laserplasmachvågor genereras när lasern bestrålar luftmediet och orsakar att en sfärisk plasmamachvåg bildas. Chockvågen verkar på ytan av arbetsstycket som ska rengöras och frigör energi för att avlägsna föroreningarna. Lasern verkar inte på substratet och orsakar därför ingen skada på substratet. Laserplasmachvågsrengöringstekniken kan nu rengöra partiklar med diametrar på flera tiotals nanometer, och det finns inga begränsningar för laservåglängden. Den fysikaliska principen för plasmarengöring kan sammanfattas enligt följande: a) Laserstrålen som avges av lasern absorberas av föroreningsskiktet på den behandlade ytan. b) Den stora mängden absorption bildar ett snabbt expanderande plasma (högjoniserad instabil gas) och genererar en stötvåg. c) Stötvågen får föroreningarna att fragmenteras och avlägsnas. d) Pulsbredden på ljuspulsen måste vara tillräckligt kort för att undvika termisk ansamling som kan skada den behandlade ytan. e) Experiment har visat att när det finns oxider på metallytan genereras plasma på metallytan. Plasma genereras endast när energitätheten överstiger tröskelvärdet, vilket beror på det borttagna föroreningsskiktet eller oxidskiktet. Denna tröskeleffekt är mycket viktig för effektiv rengöring samtidigt som substratmaterialets säkerhet säkerställs. Plasmans utseende har också ett andra tröskelvärde. Om energitätheten överstiger detta tröskelvärde kommer substratmaterialet att skadas. För att utföra effektiv rengöring samtidigt som substratmaterialets säkerhet säkerställs måste laserparametrarna justeras efter situationen för att säkerställa att ljuspulsens energitäthet ligger strikt mellan de två tröskelvärdena. År 2001 utnyttjade JM Lee et al. egenskapen att högeffektslasrar producerar plasmachockvågor när de fokuseras, och använde en pulslaser med en energitäthet på 2,0 J/cm2 (mycket högre än skadetröskeln för kiselskivor) för att bestråla parallellt med kiselskivan, och framgångsrikt rengöra 1 μm volframpartiklar adsorberade på kiselskivans yta. Denna rengöringsmetod kallas laserplasmachockvågsrengöring, och strikt taget är laserplasmachockvågsrengöring en typ av torrlaserrengöring. Det ursprungliga syftet med dessa tre laserrengöringstekniker var att rengöra de små partiklarna på ytan av halvledarskivor. Man kan säga att laserrengöringstekniken uppstod i takt med utvecklingen av halvledartekniken. Laserrengöringstekniken har dock kontinuerligt tillämpats på andra områden, såsom rengöring av däckformar, borttagning av färg på flygplanskinn och restaurering av artefakter. Under laserstrålning kan inert gas blåsas på substratytan. När föroreningarna skalas bort från ytan blåses de omedelbart bort från ytan av gasen för att undvika återförorening och oxidation av ytan.
Detillämpning av laserrengöringsteknik
1) Inom halvledarområdet innebär rengöring av halvledarskivor och optiska substrat samma process, nämligen att bearbeta råmaterialen till önskad form genom skärning, slipning etc. Under denna process introduceras partikelformiga föroreningar, vilka är svåra att avlägsna och orsakar allvarliga upprepade kontamineringsproblem. Föroreningarna på ytan av halvledarskivor kan påverka kvaliteten på kretskortsutskriften och därigenom förkorta livslängden för halvledarchips. Föroreningarna på ytan av optiska substrat kan påverka kvaliteten på optiska enheter och beläggningar och kan leda till ojämn energifördelning, vilket förkortar livslängden. Eftersom lasertorr rengöring är benägen att orsaka skador på substratytan används denna rengöringsmetod mindre vid rengöring av halvledarskivor och optiska substrat. Laservåtrengöring och laserplasmachockvågsrengöring har mer framgångsrika tillämpningar inom detta område. Xu Chuanyi et al. studerade avsättning av mikroskalig specialmagnetisk färg på ytan av ultrasläta optiska substrat som en dielektrisk film och använde sedan en pulsad laser för rengöring. Rengöringseffekten var god, även om antalet föroreningspartiklar per ytenhet ökade, minskade storleken och täckningsytan för föroreningspartiklarna avsevärt. Denna metod kan effektivt rengöra mikroskaliga föroreningspartiklar på ytan av ultrasläta optiska substrat. Zhang Ping studerade inverkan av arbetsavstånd och laserenergi på rengöringseffekten av föroreningar med olika partikelstorlekar i laserplasmarengöringsteknik. De experimentella resultaten visade att för polystyrenpartiklar på ledande glassubstrat var det optimala arbetsavståndet för en energi på 240 mJ 1,90 mm. När laserenergin ökade förbättrades rengöringseffekten avsevärt, och föroreningar med stora partiklar var lättare att rengöra.
2) Inom metallmaterialområdet skiljer sig rengöringen av metallytor från rengöringen av halvledarskivor och optiska substrat. De föroreningar som ska rengöras tillhör den makroskopiska kategorin. Föroreningarna på ytan av metallmaterial inkluderar huvudsakligen oxidskikt (rostskikt), färgskikt, beläggning och andra fästen, och kan klassificeras som organiska föroreningar (såsom färgskikt, beläggning) och oorganiska föroreningar (såsom rostskikt). Rengöringen av ytföroreningar i metallmaterial görs huvudsakligen för att uppfylla kraven för efterföljande bearbetning eller användning, såsom att ta bort cirka 10 μm oxidskikt från ytan av titanlegeringsdelar före svetsning, ta bort den ursprungliga färgbeläggningen på ytan under större reparationer av flygplan för att underlätta ommålning, och regelbunden rengöring av gummipartiklar som är fästa vid gummidäckformen för att säkerställa ytans renhet och formens kvalitet och livslängd. Skadetröskeln för metallmaterial är högre än laserrengöringströskeln för deras ytföroreningar. Genom att välja en lämplig effektlaser kan en bättre rengöringseffekt uppnås. Denna teknik har moget tillämpats inom vissa områden. Wang Lihua et al. studerade tillämpningen av laserrengöringsteknik vid behandling av oxidskikt på ytor av aluminiumlegeringar och titanlegeringar. Forskningsresultaten visade att användning av en laser med en energitäthet på 5,1 J/cm2 kunde rengöra oxidskiktet på ytan av A5083-111H aluminiumlegering samtidigt som substratets goda kvalitet bibehölls, och användning av en pulserad laser med en genomsnittlig effekt på 100 W på ett skanningssätt kunde effektivt rengöra oxidskiktet på ytan av titanlegeringar och förbättra materialytans hårdhet. Inhemska företag som Ruike Laser, Daqu Laser och Shenzhen Chuangxin har utvecklat laserrengöringsutrustning som har använts i stor utsträckning för rengöring av gummiformar som däck, metallrostlager och oljefläckar på ytan av komponenter.
3) Inom området kulturella reliker är rengöring av metall- och stenreliker och pappersytor nödvändig för att avlägsna föroreningar som smuts och bläckfläckar som uppstår på deras ytor på grund av deras långa historia. Dessa föroreningar måste avlägsnas för att restaurera relikerna. För pappersverk som kalligrafi och målningar växer mögel på ytorna när de förvaras felaktigt och bildar fläckar. Dessa fläckar påverkar allvarligt papperets ursprungliga utseende, särskilt för papper med högt kulturellt eller historiskt värde, vilket kommer att påverka dess uppskattning och skydd. Zhao Ying et al. studerade möjligheten att använda ultraviolett laser för att rengöra mögelfläckar på pappersrullar. De experimentella resultaten visade att användning av en laser med en energitäthet på 3,2 J/mm2 för att skanna en gång kunde ta bort tunna fläckar, och att två skanningar kunde ta bort fläckarna helt. Men om den använda laserenergin är för hög kommer den att skada pappersrullen vid borttagning av fläckarna. Zhang Xiaotong et al. restaurerade framgångsrikt en förgylld bronsrelik med hjälp av vertikal laserbestrålningsmetod med vätskefilm. Zhang Licheng et al. använde laserrengöringsteknik vid restaureringen av en målad kvinnlig keramikfigur från Handynastin. Yuan Xiaodong et al. studerade effekten av laserrengöringsteknik vid rengöring av stenreliker och jämförde skadorna på sandstenskroppen före och efter rengöring, samt rengöringseffekterna av bläckfläckar, rökföroreningar och färgföroreningar.
Slutsats: Laserrengöringsteknik är en relativt avancerad teknik med breda forsknings- och tillämpningsmöjligheter inom högprecisionsområden som flyg- och rymdteknik, militär utrustning samt elektronik- och elektroteknik. För närvarande har laserrengöringsteknik framgångsrikt tillämpats inom vissa områden tack vare dess effektiva, miljövänliga och utmärkta rengöringsprestanda. Dess tillämpningsområden expanderar gradvis. Utvecklingen av laserrengöringsteknik har inte bara moget tillämpats inom områden som färgborttagning och rostborttagning, utan det har också rapporterats om att laser används för att rengöra oxidskiktet på metalltrådar under senare år. Expansionen av befintliga tillämpningsområden och utvecklingen av nya områden är grunden för utvecklingen av laserrengöringsteknik. Forskning och utveckling av ny laserrengöringsutrustning och utveckling av ny laserrengöringsutrustning kommer att visa differentiering, vilket resulterar i olika funktioner. I framtiden är det också möjligt att uppnå helautomatisk laserrengöring genom samarbete med industrirobotar. Utvecklingstrenden för laserrengöringsteknik är följande:
(1) Stärka forskningen om laserrengöringsteori för att vägleda tillämpningen av laserrengöringsteknik. Efter granskning av ett stort antal dokument har man funnit att det inte finns något moget teoretiskt system som stöder laserrengöringsteknik, och de flesta studier är baserade på experiment. Att etablera ett teoretiskt system för laserrengöring är grunden för vidareutveckling och mognad av laserrengöringsteknik.
(2) Utvidgning av befintliga tillämpningsområden och nya tillämpningsområden. Laserrengöringsteknik har framgångsrikt tillämpats inom områden som färgborttagning och rostborttagning, och det har rapporterats om användning av laser för att rengöra oxidskiktet på metalltrådar under senare år. Utvidgningen av befintliga tillämpningsområden och utvecklingen av nya områden är bördig jordmån för utvecklingen av laserrengöringsteknik.
(3) Forskning och utveckling av ny laserrengöringsutrustning. Utvecklingen av ny laserrengöringsutrustning kommer att visa differentiering. En typ är utrustning med viss universalitet som täcker flera tillämpningsområden, till exempel att en enhet kan samtidigt utföra färgborttagning och rostborttagning. Den andra typen är specialiserad utrustning för specifika behov, till exempel att designa specifika armaturer eller optiska fibrer för att uppnå funktionen för rengöring av föroreningar i små utrymmen. Genom samarbete med industrirobotar är helautomatisk laserrengöring också en populär tillämpningsriktning.
Publiceringstid: 17 juli 2025











