



Lasersvetsningär en ny typ av svetsmetod.Lasersvetsningär huvudsakligen avsedd för svetsning av tunnväggiga material och precisionsdelar. Den kan utföra punktsvetsning, stumsvetsning, stapelsvetsning, tätningssvetsning etc. Dess egenskaper är: högt bildförhållande, liten sömbredden, liten värmepåverkad zon, liten deformation och snabb svetshastighet. Svetssömmen är slät och vacker, och ingen behandling krävs eller endast enkla behandlingsprocedurer efter svetsning. Svetskvaliteten är hög och det finns inga porer. Föroreningar i basmetallen kan minskas och optimeras. Strukturen kan förfinas efter svetsning. Svetsstyrkan och segheten är minst lika med eller till och med överstiger basmetallens. Den kan styras exakt, den fokuserade ljusfläcken är liten, den kan positioneras med hög precision och det är enkelt att genomföra automatisering. Kan uppnå svetsning mellan vissa olika material.
1. Lasersvetsning med självfusion
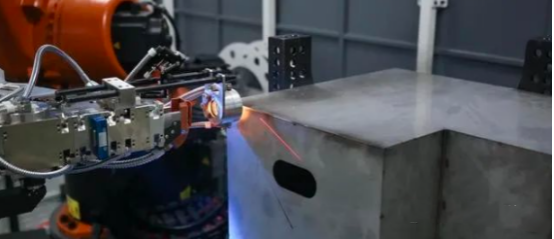
Lasersvetsninganvänder laserstrålens utmärkta riktningsförmåga och höga effekttäthet för att arbeta. Laserstrålen fokuseras på ett litet område genom det optiska systemet och bildar en mycket koncentrerad värmekälla i det svetsade området på mycket kort tid. området, så att objektet som ska svetsas smälter och bildar en stark svetspunkt och svetsfog. Lasersvetsning: stort bildförhållande; hög hastighet och hög precision; liten värmeinmatning och liten deformation; beröringsfri svetsning; påverkas inte av magnetfält och inget behov av dammsugning.
2. Lasersvetsning med tillsatstråd
Lasersvetsning av tillsatstrådavser en metod för att förfylla specifika svetsmaterial i svetsen och sedan smälta dem med laserbestrålning eller fylla svetsmaterialen under laserbestrålning för att bilda en svetsad fog. Jämfört med svetsning utan tillsatstråd löser lasersvetsning med tillsatstråd problemet med strikta krav på arbetsstyckets bearbetning och montering; den kan svetsa tjockare och större delar med lägre effekt; genom att justera tillsatstrådens sammansättning kan de strukturella egenskaperna hos svetsområdet kontrolleras.

3. Lasersvetsning med flygning
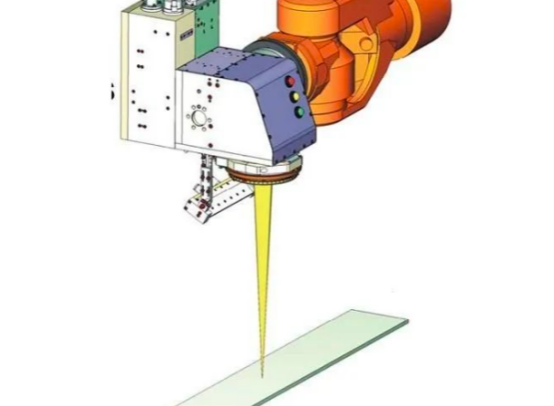
Fjärrlasersvetsninghänvisar till en lasersvetsmetod som använder en höghastighetsgalvanometer för långa arbetsavstånd. Den har hög positioneringsnoggrannhet, kort svetsningstid, snabb svetshastighet och hög effektivitet; den stör inte svetsfixturen och har mindre kontaminering av optiska linser; svetsar av vilken form som helst kan anpassas för att optimera strukturell hållfasthet etc. Generellt sett har svetssömmen inget gasskydd och sprutet är stort. Den används mestadels i tunna höghållfasta stålplåtar, galvaniserade stålplåtar och andra produkter som karosseripaneler.
4. Laserlödning
Laserstrålen som avges av lasergeneratorn fokuseras på svetstrådens yta och värms upp, vilket gör att svetstråden smälter (basmetallen smälter inte), fuktar basmetallen, fyller foggapet och kombineras med basmetallen för att bilda en svets för att uppnå en bra anslutning.
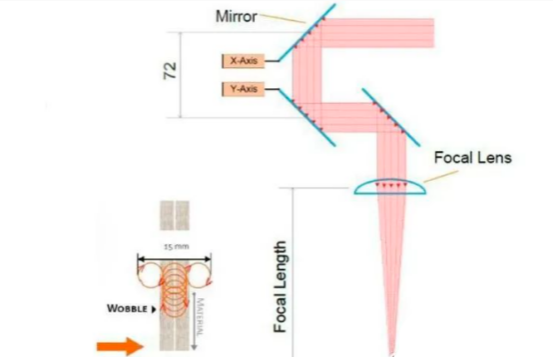
Genom att svänga den interna reflekterande linsen på svetshuvudet styrs lasersvängningen för att röra om svetsbassängen, främja gasöverflöde från bassängen och förfina kornen. Samtidigt kan det också minska lasersvetsningens känslighet för det inkommande materialgapet. Särskilt lämplig för svetsning av aluminiumlegeringar, koppar och olika material.
6. Laserbågsvetsning med hybridteknik
Laserbågshybridsvetsningkombinerar två laser- och bågvärmekällor med helt olika fysikaliska egenskaper och energiöverföringsmekanismer för att bilda en ny och effektiv värmekälla. Egenskaper hos hybridsvetsning: 1. Jämfört med lasersvetsning förbättras bryggförmågan och strukturen förbättras. 2. Jämfört med bågsvetsning är deformationen liten, svetshastigheten hög och inträngningsdjupet stort. 3. Utnyttja styrkorna hos varje värmekälla och kompensera för deras respektive brister, 1+1>2.

Publiceringstid: 25 oktober 2023











